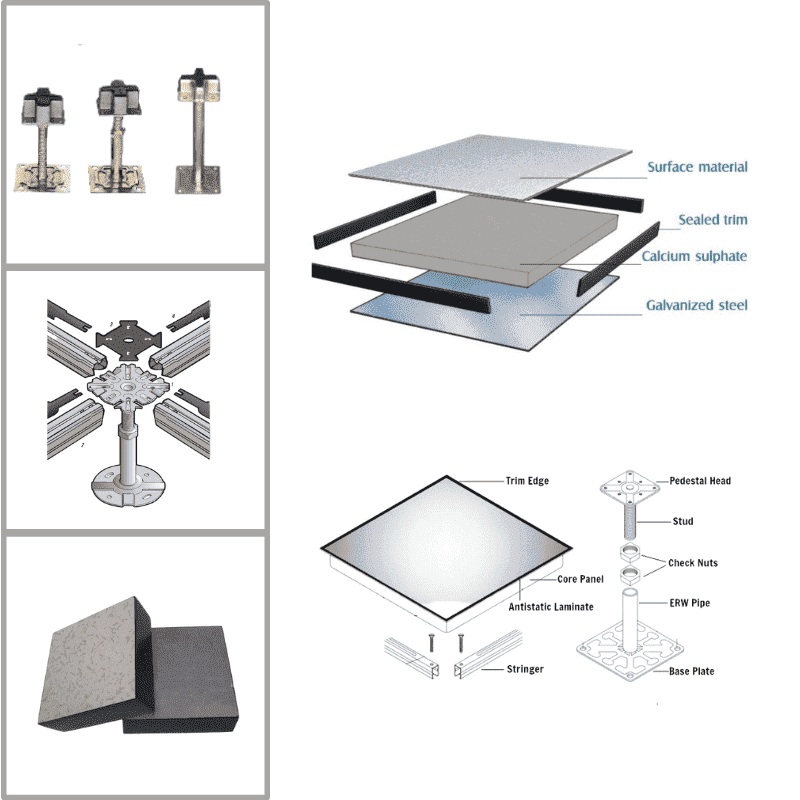
Calcium Sulphate raised access floor
Calcium Sulphate floor panels or Calcium Sulfate panels are created from non-toxic and unbleached plant fibres that are mixed with solidified calcium sulphate crystal and pulse pressed. Calcium Sulphate floor panels are widely used in computer rooms, clean rooms, and other areas with anti-static needs in the communication, power electronics, medical, and health industries due to their environmental protection, fire resistance, sound insulation, high strength, and smoothness. As a result of growing demand for environmental protection and energy efficiency, the use and market share of Calcium Sulphate floor panels are generally increasing.
What Advantages and Features Do Calcium Sulphate Panels Offer?
- Consistent and rigorous quality control for Calcium Sulphate floor and panel surfaces.
- Cost-effective tailored solutions and competitive Calcium Sulphate pricing resulted in an increase in access floor prices.
- Advanced manufacturing procedures, working environment, and raw materials of the highest quality.
- High tensile strength and weight carrying capabilities.
- Accurate dimensioning.
- Resistant to moisture. Our calcium sulphate tiles/panels are resistant to a certain amount of moisture, which makes maintaining and cleaning the floor easier.
- Stable and secure fire, water, and sound insulation.
- Numerous floor panels in a variety of materials and functions are available depending on the use.
- Physical and mechanical qualities are exceptional.
- Simple to install and relocate.
- Environmentally responsible and recyclable.
- Due to the micro-holes created by crystallisation, the calcium sulphate floor has excellent acoustic properties.